







OEE es un métrico o herramienta Micro-indicador para medir que tan eficientes somos en la utilización de activos (equipo o mquinaria) individuales. Sus siglas corresponden al término en inglés “Overall Equipment Effectiveness” o “Eficiencia Global de Equipos Productivos”.
Orígenes. En Japón alrededor del año 1960 OEE fué descrito como un componente principal en la metodología de TPM (Total Productive Maintenance) y consecuentemente como parte de los Sistemas de Calidad en la Industria.
- Seiichi Nakajima Vicepresidente del Instituto de Mantenimiento de Plantas de Japón, se le acredita de ser uno de los pioneros en promover TPM.
TPM ganó amplia aceptación a principios de los años `70.
¿Por qué utilizar el OEE?
Lo que no se mide no se mejora, por lo tanto la Industria tiene la constante necesidad de medir la eficiencia de sus procesos de producción. Es por eso que al utilizar el OEE como indicador para medir en porcentaje la eficiencia real de los procesos nos permite habilitar la oportunidad de identificar áreas de mejora al comparar nuestro desempeño actual contra el máximo alcanzable durante el proceso de producción
El OEE tiene 3 componentes claves los cuales se miden de la misma forma como porcentajes:
Disponibilidad / Availability.
Este concepto contempla todos los eventos que interrumpen el programa planeado de producción y lo estimamos de la siguiente manera.
Availability = Run time / Available operating time
Donde Run time es el tiempo de producción efectuada habiendo ya restado el tiempo por paros o inactividad durante ese período. (cambios modelo, falta material, paros de máquina, etc.)
Rendimiento / Performance.
Este concepto contempla todos las causas que motiven la pérdida de velocidad de los procesos cuando se compara con la máxima velocidad alcanzable. (microparos y la velocidad reducida del proceso)
Performance = (Total Count / Run Time) / Ideal Run Rate
Cociente de la producción real y la capacidad de producción (tiempo estándar de producción) en un tiempo determinado
Calidad / Quality.
Cociente del número de piezas buenas sin defectos y el número total de piezas producidas.
Quality = Good Count / Total Count
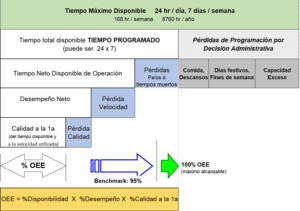
OEE = % Availability x % Performance x % Quality
OEE = % Disponibilidad x % Desempeño x % Calidad
Procurando la Excelencia Operacional para alcanzar nuevos niveles de Calidad y Eficiencia propició la ampliación del uso del indicador OEE a nivel Macro lo cual permite la medición de la Productividad de los Procesos. Cuando un proceso está compuesto de múltiples actividades para llegar al producto final se considera la Eficiencia Global del Proceso como el producto de la Eficiencia Global de cada actividad, de esta forma estaremos contemplando la capacidad demostrada en cada paso del proceso incluyendo los 3 componentes claves: Disponibilidad, Desempeño y Calidad.
Las Pérdidas de Eficiencia
- Paros no planeados por problemas de máquina
- Falta de material
- Ausencia de operador
- Cambios de herramienta/modelo de fabricación
- Pérdida de volúmen de producción por disminución de velocidad comparado con el estándar
- Ajuste en tiempo/velocidad de máquina por curvas de aprendizaje
- Problemas de calidad en el producto de salida (Retrabajos y Scrap)
No Comments
Sorry, the comment form is closed at this time.